descripción gráfica de la estructura del molde de inyección de plástico
descripción gráfica de la estructura del molde de inyección de plástico
El moldeo por inyección de plástico es un método de procesamiento utilizado en la producción en masa de algunas piezas de formas complejas. El principio específico se refiere a: las materias primas plásticas fundidas por calor son empujadas por el tornillo de la máquina de moldeo por inyección hacia la cavidad del molde de plástico bajo alta presión, y después de enfriamiento y solidificación, se obtiene el producto plástico moldeado.
el molde de plástico se compone de un molde móvil y un molde fijo. el molde móvil se instala en la plantilla móvil de la máquina de moldeo por inyección, y el molde fijo se instala en la plantilla fija de la máquina de moldeo por inyección[4 ] durante el moldeo por inyección, el molde móvil y el molde fijo se cierran para formar un sistema de vertido y una cavidad. cuando se abre el molde, el molde móvil y el molde fijo se separan para extraer los productos de plástico .
aunque la estructura del molde de plástico puede variar mucho debido a la variedad y el rendimiento del plástico,, la forma y la estructura del producto de plástico, y el tipo de máquina de inyección,, la estructura básica es la misma.
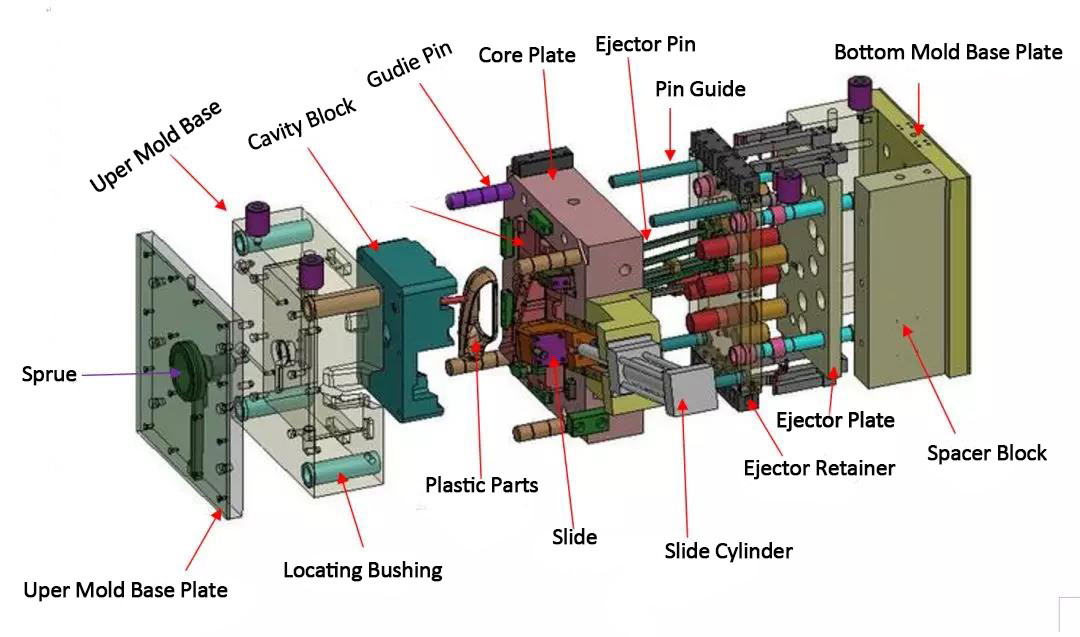
i. la estructura de la el plastico inyección molde se divide por función, que se compone principalmente de: sistema de vertido, sistema de control de temperatura, sistema de piezas moldeadas, sistema de escape, sistema de guía, sistema de expulsión, etc. entre ellos, el sistema de vertido y las piezas moldeadas son las partes que están en contacto directo con el plástico y cambian con el plástico y el producto. son las partes más complejas y variables del molde plástico, que requieren el más alto acabado y precisión de procesamiento.
1. sistema de compuerta: se refiere a la parte del corredor antes de que el plástico entre en la cavidad desde la boquilla,, incluido el corredor principal, el slug frío, el corredor y la compuerta, etc.
2. sistema de piezas de formación: se refiere a la combinación de varias piezas que constituyen la forma del producto, incluido el molde móvil, el molde fijo, la cavidad (molde cóncavo), el núcleo (molde perforado)[ 3] varilla de moldeo, etc.. el núcleo forma la superficie interior del producto, y la cavidad (molde cóncavo) forma la forma de la superficie exterior del producto. después de cerrar el molde, el núcleo y la cavidad constituyen la cavidad del molde. según el proceso y los requisitos de fabricación, a veces el núcleo y la matriz se combinan en varias piezas, a veces como un todo, y los insertos solo se utilizan en las partes que son fáciles de dañar y difíciles de procesar.
3. sistema de ajuste de temperatura: para cumplir con los requisitos de temperatura del molde del proceso de inyección, se requiere un sistema de ajuste de temperatura para ajustar la temperatura del molde. para moldes de inyección para termoplásticos, el sistema de refrigeración está diseñado principalmente para enfriar el molde (el molde también se puede calentar) . El método común de enfriamiento del molde es abrir un canal de agua de enfriamiento en el molde , y usar el agua de enfriamiento circulante para quitar el calor del molde; el calentamiento del molde no solo puede usar el agua de refrigeración para pasar agua caliente o aceite caliente, sino también instalar dentro y alrededor del molde. elemento de calentamiento eléctrico.
4. sistema de escape: está configurado para eliminar el aire en la cavidad y el gas generado por la fusión del plástico durante el proceso de moldeo por inyección hacia el exterior del molde. cuando el escape no es uniforme, la superficie del producto formará marcas de aire (líneas de aire), abrasador, etc. deficiente: el sistema de escape de un molde de plástico suele ser una salida de aire en forma de ranura abierta en el molde para descargar el aire en la cavidad original y el gas introducido por la masa fundida. cuando la masa fundida se inyecta en la cavidad, el aire originalmente almacenado en la cavidad y el gas introducido por la masa fundida deben descargarse fuera del molde a través del puerto de escape al final del flujo de material, de lo contrario el producto tendrá poros, mala conexión, insatisfacción con el llenado del molde, e incluso el aire acumulado, que quema el producto debido a la alta temperatura generada por la compresión. en circunstancias normales, el respiradero se puede ubicar al final de la m elt fluya en la cavidad o en la superficie de partición del molde. este último es un surco poco profundo con una profundidad de 0.03-0. 2 mm y un ancho de 1.5-6 mm en uno lado de la cavidad. durante la inyección, no habrá mucho material fundido en el orificio de ventilación, porque el material fundido se enfriará y solidificará en el lugar y bloqueará el canal. la posición de apertura de el puerto de escape no debe mirar hacia el operador para evitar la pulverización accidental de material fundido y lastimar a las personas. además, el espacio de coincidencia entre la varilla del eyector y el orificio del eyector, el espacio de coincidencia entre el bloque eyector y el la placa separadora y el núcleo también se pueden usar para el escape.
5. sistema de guía: está configurado para garantizar que el molde móvil y el molde fijo se puedan centrar con precisión cuando el molde está cerrado, y se debe colocar un componente de guía en el molde. en el molde de inyección , Por lo general, se utilizan cuatro conjuntos de postes de guía y manguitos de guía para formar las piezas de guía. . A veces , es necesario colocar conos interior y exterior que coincidan entre sí en el molde móvil y el molde fijo para facilitar el posicionamiento . ]
6. sistema de eyección: generalmente incluye: dedal, placas delanteras y traseras del dedal, varilla guía del dedal, resorte de retorno del dedal, tornillo de bloqueo de la placa del dedal y otros componentes. cuando el producto está formado y enfriado en el molde,, los moldes delantero y trasero del molde se separan y abren, y el mecanismo de expulsión: el pasador de expulsión empuja el producto de plástico y el condensado en el corredor o los saca de la cavidad del molde y del corredor. posición bajo el empuje del pasador de expulsión de la máquina de moldeo por inyección. , para pasar al siguiente ciclo de trabajo de moldeo por inyección.
ii. los moldes de plástico generalmente se componen de bases de moldes, núcleos de moldes, partes auxiliares, sistemas auxiliares, ajustes auxiliares, y mecanismos de tratamiento de ángulo muerto según su estructura.
1. base del molde: generalmente, no necesitamos diseñarlo. puede solicitarlo directamente al fabricante estándar de la base del molde,, lo que ahorra mucho el tiempo necesario para diseñar el molde, se denomina base de molde estándar del molde de plástico. y constituye la parte más básica del marco del molde de plástico.
2. núcleo del molde: la parte central es la parte central del molde de plástico, y es la parte más importante del molde. la parte que forma el producto de plástico está dentro del núcleo del molde, y la mayor parte del tiempo de procesamiento también se dedica al núcleo del molde. sin embargo, en comparación con algunos moldes relativamente simples, no tiene una parte del núcleo, y el producto se forma directamente en la plantilla. la mayor parte los primeros moldes de plástico eran así, y estaban relativamente atrasados.
3. piezas auxiliares: las piezas auxiliares de uso común para moldes de plástico incluyen el anillo de posicionamiento, el casquillo del bebedero, el dedal, el pasador de agarre, la columna de soporte, el poste guía de la placa eyectora y el casquillo guía, la basura clavos, etc.. algunos de ellos son piezas estándar. ordene directamente al pedir la base del molde, y algunas piezas deben ser diseñadas por usted mismo.
4. sistema auxiliar: hay cuatro sistemas auxiliares para moldes de plástico: sistema de vertido, sistema de eyección, sistema de enfriamiento y sistema de escape. a veces, porque los materiales plásticos utilizados deben calentarse a una temperatura alta temperatura, algunos moldes también tendrán un sistema de calefacción.
5. configuración auxiliar: la configuración auxiliar del molde de plástico está equipada con orificio para el ojo , orificio KO (orificio superior del palo) y así sucesivamente .
6. estructura de tratamiento de ángulos muertos: cuando el producto plástico tiene ángulos muertos, el molde tendrá una o más estructuras de tratamiento de ángulos muertos. como deslizadores, techos inclinados, cilindros hidráulicos, etc. . en la mayoría de los libros nacionales, este mecanismo para lidiar con callejones sin salida se conoce como el "mecanismo de eliminación".
de hecho, los moldes de plástico no son difíciles. no importa cómo cambie el producto de plástico, la estructura del molde utilizado para formar el producto de plástico no es más que los aspectos mencionados anteriormente. la diferencia entre moldes es si el molde es grande o pequeño? las ubicaciones o métodos de las diversas partes auxiliares, configuraciones auxiliares, y sistemas auxiliares son diferentes. el método, la estructura, el tamaño, etc. de lidiar con callejones sin salida han cambiado. por supuesto, la experiencia en diseño es particularmente importante si el molde diseñado es simple de procesar, fácil de ensamblar, de larga duración, de precio moderado, y buenos productos en forma. una buena experiencia puede resolver problemas de diseño y procesamiento, y también es relativamente seguro lidiar con cambios de diseño.
iii. la estructura y composición de la máquina de inyección: una máquina de inyección de uso general incluye principalmente un dispositivo de inyección, un dispositivo de sujeción del molde, un sistema de accionamiento hidráulico y un sistema de control eléctrico. la función principal de el dispositivo de inyección es para plastificar el plástico uniformemente, e inyectar una cierta cantidad de masa fundida en la cavidad del molde con suficiente presión y velocidad. el dispositivo de inyección se compone principalmente de piezas plastificadas (compuestas por tornillos, barril y boquilla), así como tolva, dispositivo de transmisión, dispositivo dosificador, inyección y cilindro móvil, etc.
dispositivo de sujeción: su función es realizar la apertura y el cierre del molde, y garantizar que el molde de moldeo se cierre de manera confiable y que el producto sea expulsado durante la inyección. el dispositivo de sujeción del molde se compone principalmente de piezas fijas delanteras y traseras plantillas, plantillas móviles, tirantes para conectar plantillas delanteras y traseras, y cilindros de sujeción del molde. , mecanismo de enlace, dispositivo de ajuste del molde y dispositivo de expulsión del producto.
sistema hidráulico y sistema de control eléctrico: su función es asegurar que la máquina de inyección funcione con precisión y eficacia de acuerdo con los requisitos predeterminados (presión, velocidad, temperatura, tiempo) y secuencia de acción del proceso. El sistema hidráulico de la máquina de inyección se compone principalmente de varios componentes y circuitos hidráulicos y otros equipos auxiliares. El sistema de control eléctrico se compone principalmente de varios aparatos e instrumentos eléctricos. El sistema hidráulico y el sistema eléctrico están organizados orgánicamente para proporcionar potencia y realización para el control de la máquina de inyección.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Lyter Engineering Ltd. Reservados todos los derechos

IPv6 red apoyada
 español
español













