diseño de molde de inyección para cabezal de limpiafondos
la función del cabezal del limpiador es similar a la de un trapeador, y es una herramienta de limpieza avanzada impulsada por electricidad. la dimensión externa máxima del producto es de 335.00 mm x 250.50 mm x 133.67 mm, el grosor medio de la pieza de plástico es de 2.56 mm, el material es ABS, la tasa de contracción es de 1.006, yit’s 334.04 gramos. los requisitos técnicos para las piezas de plástico son que no debe haber defectos, como destellos, tiro corto, líneas de flujo, marca de gas, deformación por alabeo[ 3] rayas plateadas, irregularidades, etc..
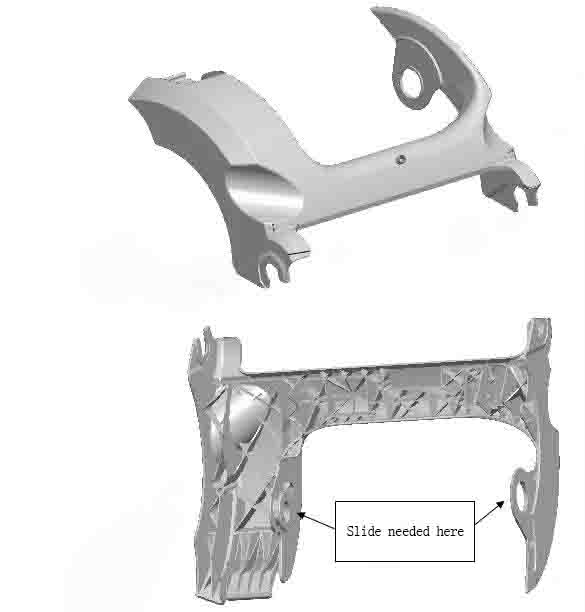
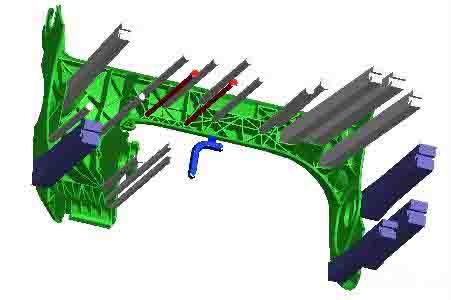
podemos ver en la imagen de arriba, la estructura de la pieza de plástico tiene la forma de una carcasa irregular compleja. hay un lugar en los lados interior y exterior que debe diseñarse para tirar del núcleo del deslizador. hay muchos costillas en la parte posterior de la pieza de plástico, y los insertos deben diseñarse para resolver los problemas de fabricación e inyección de moldes desfogue . el costillas el interior de la pieza de plástico está diseñado con socavaduras en muchos lugares, y es necesario diseñar un levantador para desmoldar. vea el dibujo 3D del molde del cabezal de limpieza. el tamaño de las piezas de plástico es grande, el molde es un molde grande, y necesidades Máquina de moldeo por inyección de 400 toneladas. t su molde es de 1 cavidad , y la base del molde es CI6080, A180 B270 C190; las especificaciones de la base del molde exceden las de la base del molde estándar. correspondientemente, el tamaño de cavidad del molde y el núcleo es más grande , el tamaño de la cavidad es 470*360, y el peso alcanza más de 150kg. las cuatro esquinas del cavidad y el núcleo está diseñado con entrelazar , y los orificios del proceso de elevación M20 se taladran y roscan para facilitar la manipulación de las piezas del molde. de acuerdo con la teoría de la ergonomía, por lo general, las piezas de más de 20 kg deben levantarse con una grúa. el método de marco inferior de los cavidad y el núcleo es el posicionamiento del ángulo de referencia, y los dos lados alejados del ángulo de referencia están todos diseñados con bloques de presión para fijar. esta es la forma básica de estructura de núcleo de molde grande.
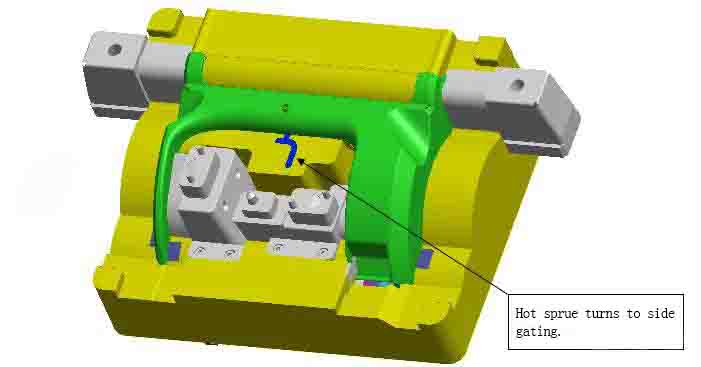
la superficie superior de las piezas de plástico es toda la superficie de apariencia, y la puerta no se puede diseñar. el tamaño de las piezas es grande, costillas es complicado, y el proceso de el plastico la fusión es larga. por lo tanto, es muy importante diseñar el sistema de compuerta de manera razonable. la posición de la compuerta está diseñada en la parte más alta del centro de la pieza de plástico. debido a la superficie de separación empinada y la núcleo deslizante tirando en el medio , la puerta solo puede ser una puerta de punto o una sola boquilla caliente . después de la resina derretida llega a la superficie de partición, se transfiere a la sub puerta a expulsar.
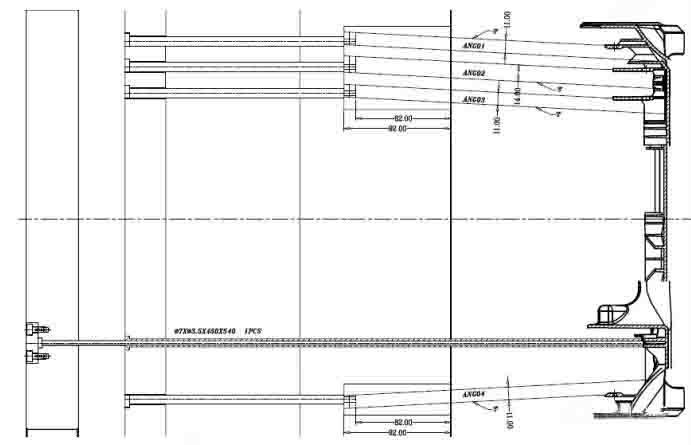
los 4 deslizadores del centro todos son impulsados por guía inclinada alfiler s, y las placas de desgaste están diseñadas en la pendiente y la parte inferior del deslizador para facilitar el ajuste y el reemplazo del molde adecuado . debido al espacio limitado de los dos deslizadores en el medio, se utiliza una cuña para impulsar los dos deslizadores. cuando se diseña un molde con dos deslizadores accionados por una cuña, ten cuidado de hacer que la pendiente del deslizador y la distancia de tracción del núcleo en ambos lados sean lo más iguales posible.
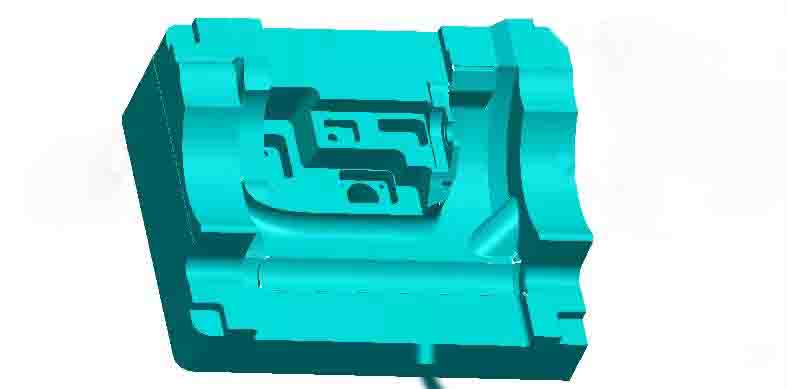
los centro tiene múltiples costillas , y el desfogue del molde es muy importante . múltiples insertos están diseñados para ser empalmados para facilitar desfogue . al mismo tiempo , es beneficioso para electr oda y pulido. por favor amablemente vea la imagen de abajo . el re es grande diferencia de altura entre las piezas de plástico , por lo que la placa de molde móvil es gruesa , y la profundidad de la centro el marco es grande. en este momento, se debe prestar atención a la forma de fijar los insertos. hay muchas maneras. de que los insertos grandes se deben asegurar desde la parte inferior con tornillos. de los insertos pequeños, pero los que tienen anillos de goma en la parte inferior se deben fijar con tornillos. especialmente los insertos pequeños no se deben fijar con tornillos tanto como sea posible. porque la longitud de los tornillos pequeños es limitada, los agujeros son muy profundos en los más grandes molde placa, y la instalación de tornillos pequeños está limitada por la visión,, por lo que no es fácil ver con claridad, y es especialmente propenso a perder tornillos.
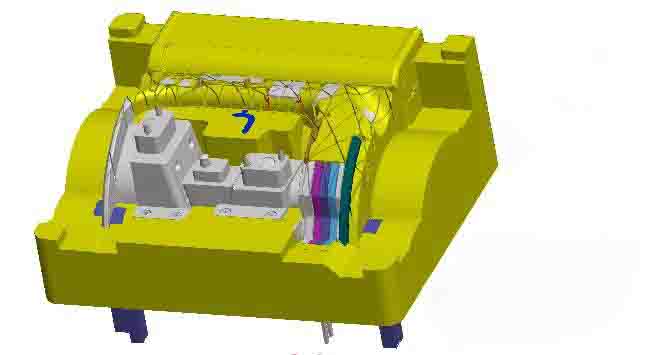
hay mas costilla está en el centro de la parte de plástico , y la fuerza de apriete en el molde móvil es grande . al lado del costilla , múltiples perno expulsor están diseñados para ser expulsados. debido al gran grosor de la placa B, el levantador de molde es muy largo, y el levantador no se puede ensanchar debido a la corta distancia entre el costilla s y la limitación del espacio. por lo tanto, para evitar la falta de rigidez provocada por el largo levantamiento , el método de diseño de los dos levantador es adoptado.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Lyter Engineering Ltd. Reservados todos los derechos

IPv6 red apoyada
 español
español













