diseño de molde de inyección para tubo de antena de pulsos
la dimensión externa máxima del producto es 249.37 mm x ø40.88 mm mm, el grosor promedio es 2.20 mm, el material es PC, la tasa de contracción es 1 .006, yit es de 41.13 gramos. los requisitos técnicos para las piezas de plástico son que no debe haber defectos, tales como destellos, tiro corto, líneas de flujo, marcas de gas, deformación por alabeo , vetas plateadas, irregularidades, etc..
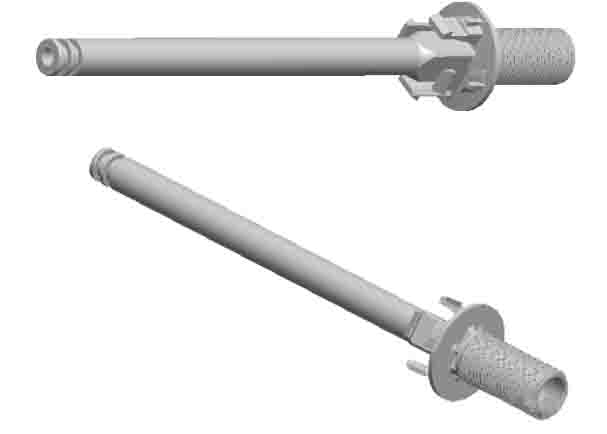
podemos ver la imagen de arriba, t aquí hay dos ranuras estrechas en un final , un tornillo hilo en el otro fin, y ahí está un disco cerca de this end, 4 ganchos en un lado del disco, que se distribuyen uniformemente a 90 grados. else Se deben diseñar 4 ganchos para tirar del núcleo del deslizador. para t los dos estrechos surcos anulares, el propósito de usar control deslizante Es para facilitar el ajuste de tamaño, yan otro propósito es para hacer las piezas de plástico para ser expulsadas convenientely.
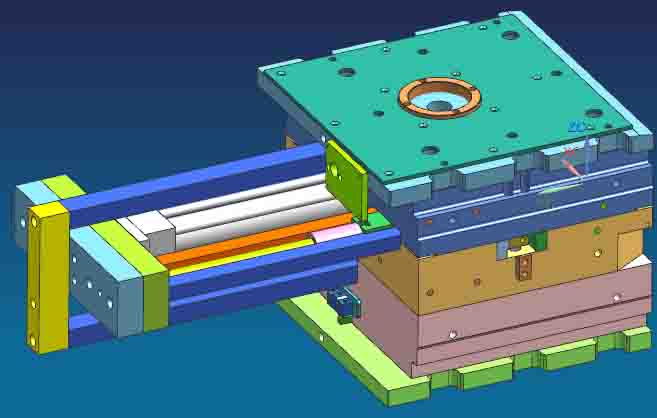
el molde se diseñó como de 1*2 cavidades. debido a la estructura esbelta de la pieza y la gran distancia de extracción del núcleo, el cilindro de aceite se usa para extraer el núcleo. el molde está diseñado como de 2 cavidades por lo general , y también se puede diseñar como 4 cavidades en su mayoría. la base del molde es una base de molde de 396x446 e imita la serie de tamaños HASCO. La base del molde HASCO se caracteriza por el tamaño de la plantilla con 6 al final, y el grosor de la plantilla también es 6, como 36, 46, etc. correspondientemente, la estructura del pasador guía y el manguito guía y el tamaño de la mesa colgante en el sitio de instalación son autónomos.
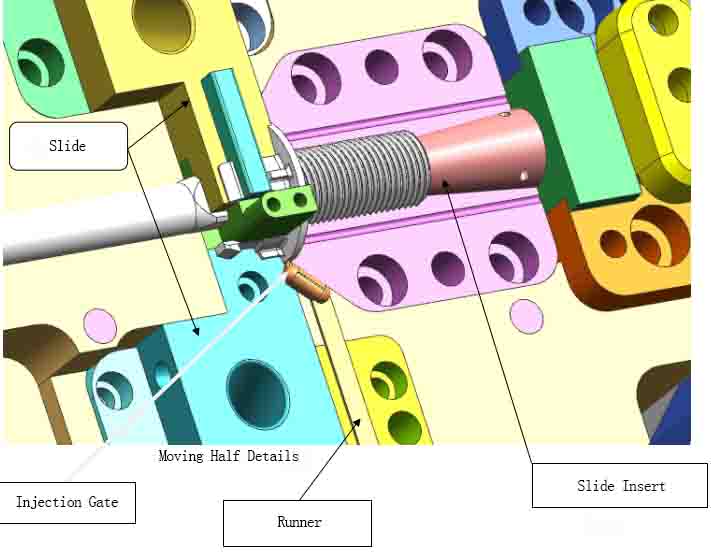
el orificio interior de la pieza de plástico debe diseñarse con un deslizador delgado. generalmente, para moldes pequeños y medianos, es difícil usar el pasador de guía angular para tirar del núcleo cuando se extrae el núcleo la distancia supera los 70 mm. si los pasadores guía angulares son demasiado delgados,, parecerán ser insuficientes en rigidez y resistencia, y sobresaldrán del molde,, lo que presenta ciertos peligros potenciales. en este momento , es necesario usar el cilindro de aceite para impulsar el control deslizante para resolver el problema de extracción del núcleo . especialmente para los moldes exportados a países europeos y americanos , es necesario procesar el núcleo delgado (también llamado inserto deslizante) con acero TDAC de Hitachi Metal, procesado con tornos CNC, asegura la producción de moldeo por inyección. además del diseño de enfriamiento dentro del núcleo delgado, se diseñan múltiples sistemas de enfriamiento en el núcleo y la cavidad. A El tablero de aislamiento térmico está diseñado en el panel del molde , que bloquea efectivamente el intercambio de calor entre el molde y la máquina de moldeo por inyección, lo que favorece la producción normal de moldeo por inyección.
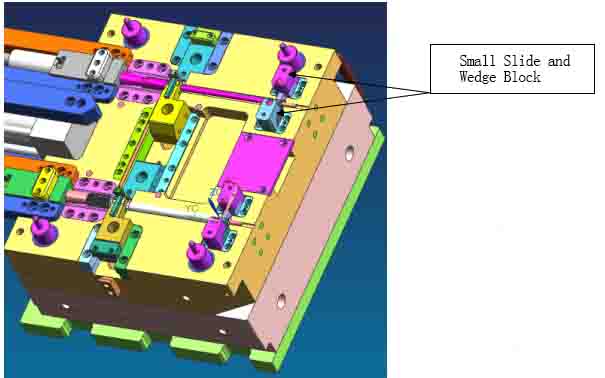
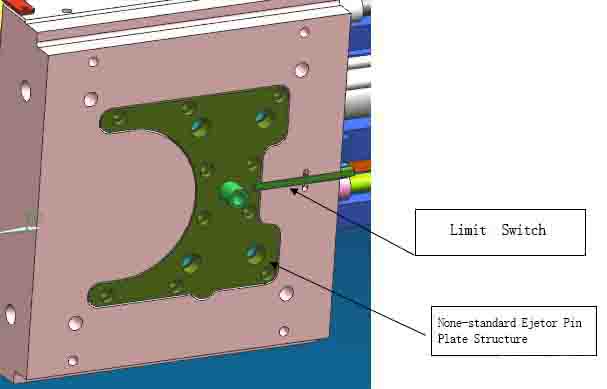
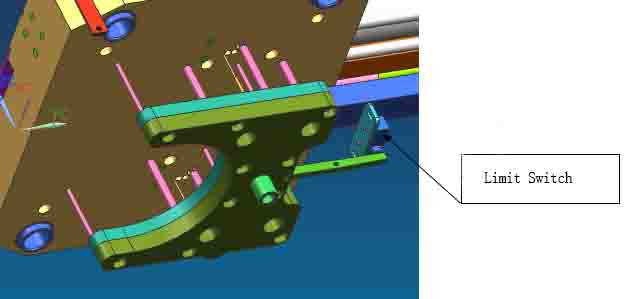
generalmente, la placa eyectora del molde es rectangular, lo cual es conveniente para la producción en masa. en países europeos y americanos, cuando se busca una vida más larga del molde, se fortalecerá el diseño rígido del molde para evitar que el molde se deforme durante mucho tiempo. bajo la presión de inyección,, la placa B es la más solicitada. para aumentar la rigidez de la placa B,, a menudo es necesario aumentar su grosor. otro punto clave es aumentar el área de soporte de la placa espaciadora en la parte inferior de la placa B, diseñar juntas la placa espaciadora y la placa inferior del molde móvil, y diseñar una varilla de empuje caja rodeada por un todo. así es como la base del molde DME aumenta la rigidez. el expulsor de la pieza es expulsado por el expulsor, y el expulsor está en la parte inferior del inserto deslizante. por lo tanto, es necesario diseñar el mecanismo de reinicio y el final de carrera.
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Lyter Engineering Ltd. Reservados todos los derechos

IPv6 red apoyada
 español
español













