Diseño del Sistema de Expulsión de Molde de Inyección de Plástico
Un buen molde refleja el nivel integral de un
fabricante de moldes de inyección de plástico
.
Un molde de inyección de plástico de
buen diseño requiere una mejora continua de varias tecnologías. Hoy hablaremos del sistema de expulsión del molde.
Con base en años de experiencia laboral, hemos resumido los principios de la disposición de los eyectores: A, no puede afectar la apariencia del producto terminado; B. La eyección permite que el producto terminado sea expulsado en el punto de mayor tensión; C. Trate siempre de disponer los eyectores en la posición plana del producto terminado (evite en la superficie inclinada o curva) D. Disponga siempre los eyectores en los grandes escalones de la pieza (al lado de la nervadura profunda, por ejemplo) E. Dispuestos en el voladizo posición donde es fácil romperse y deformarse cuando se abre el molde) F. Usar un juego de expulsores tanto como sea posible en el mismo molde.
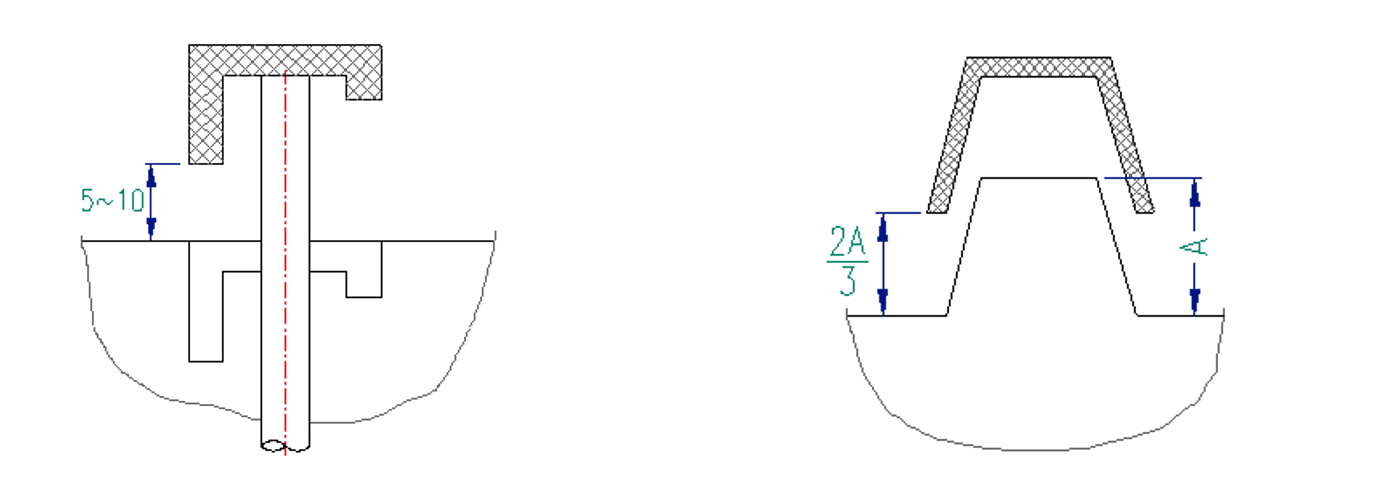
1. Carrera
de eyección La carrera de eyección generalmente estipula que el producto expulsado está a 5~10 mm del molde. Al moldear para producir
piezas
moldeadas por inyección de plástico
algunos productos en forma de barril con formas simples y ángulos de tiro más grandes, la carrera de expulsión puede ser 2/3 de la profundidad del producto terminado, como se muestra en la figura a continuación.
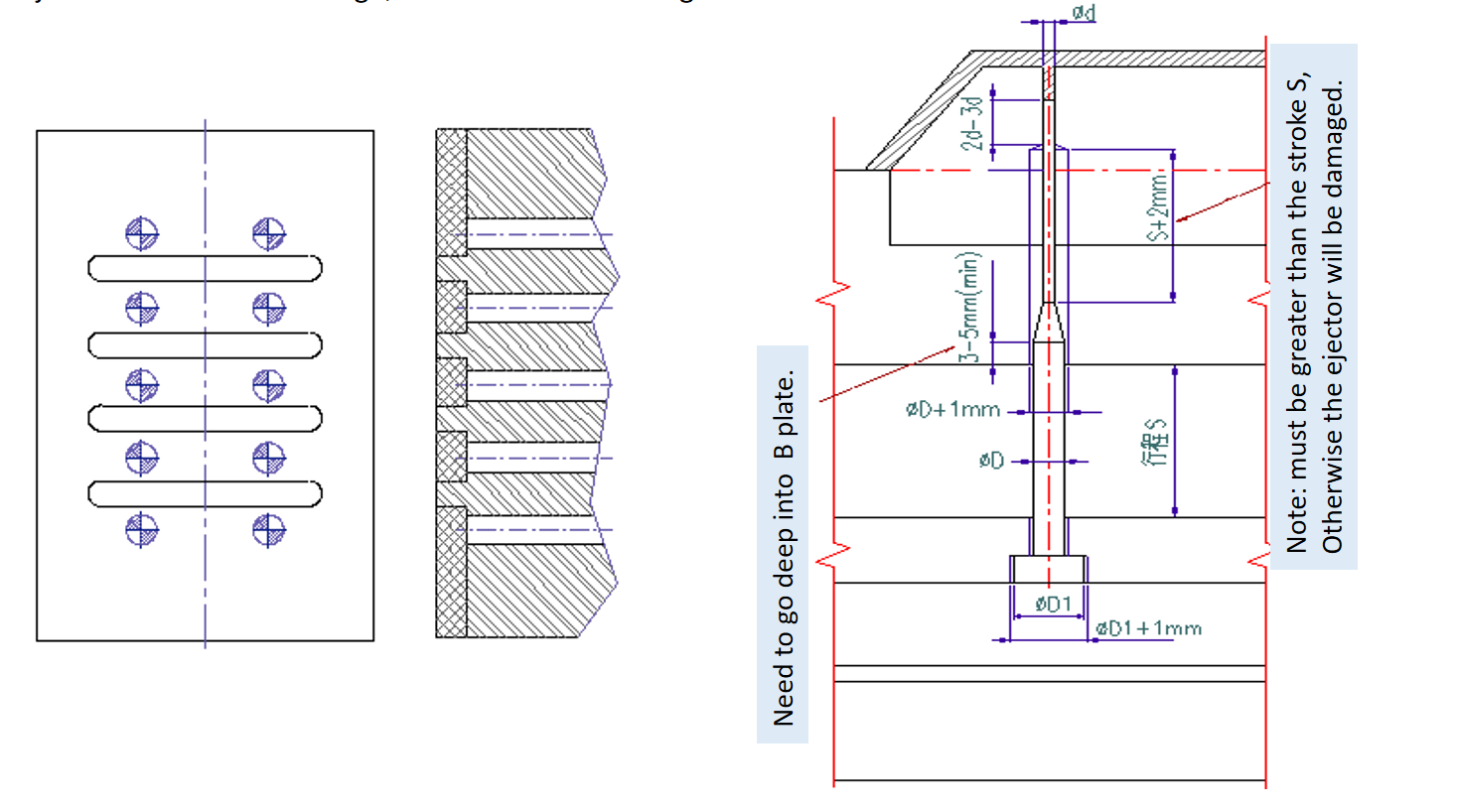
 2. Posición de los eyectores
2. Posición de los eyectores
3. Tipos de eyección
A. El eyector redondo es el componente de eyector más común. Tiene las ventajas de un procesamiento simple, buena resistencia y larga vida útil. Sin embargo, cuando la superficie de expulsión de algunos productos es relativamente pequeña, se utilizará el eyector con hombros. El eyector con hombros está destinado principalmente a resolver el problema de que los eyectores pequeños no son lo suficientemente robustos para aumentar su resistencia.
 B. Los expulsores de cuchillas se usan principalmente donde las nervaduras de algunos productos no pueden usarse como expulsores redondos.
B. Los expulsores de cuchillas se usan principalmente donde las nervaduras de algunos productos no pueden usarse como expulsores redondos.
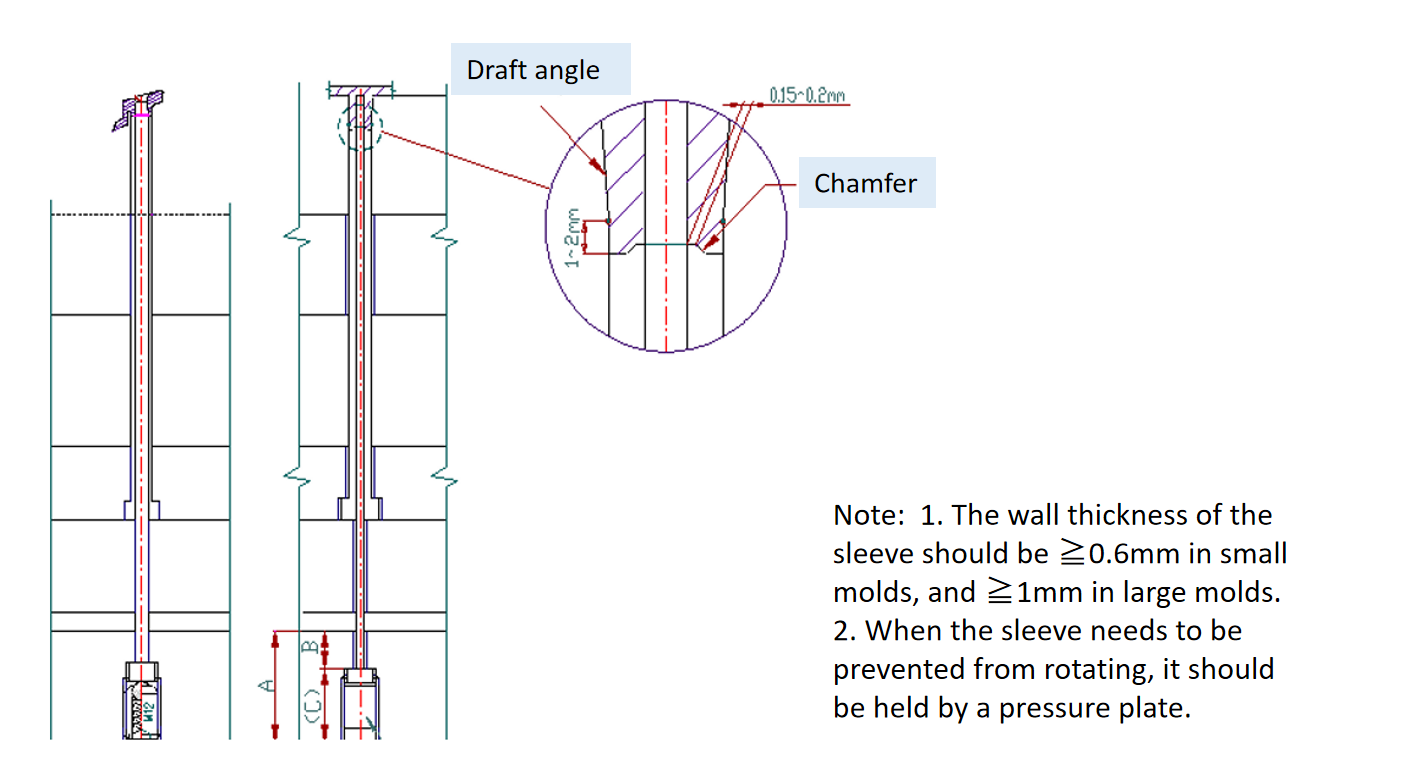
 C. El expulsor de manguitos se usa principalmente en las columnas de tornillos y otras posiciones similares en el producto.
C. El expulsor de manguitos se usa principalmente en las columnas de tornillos y otras posiciones similares en el producto.
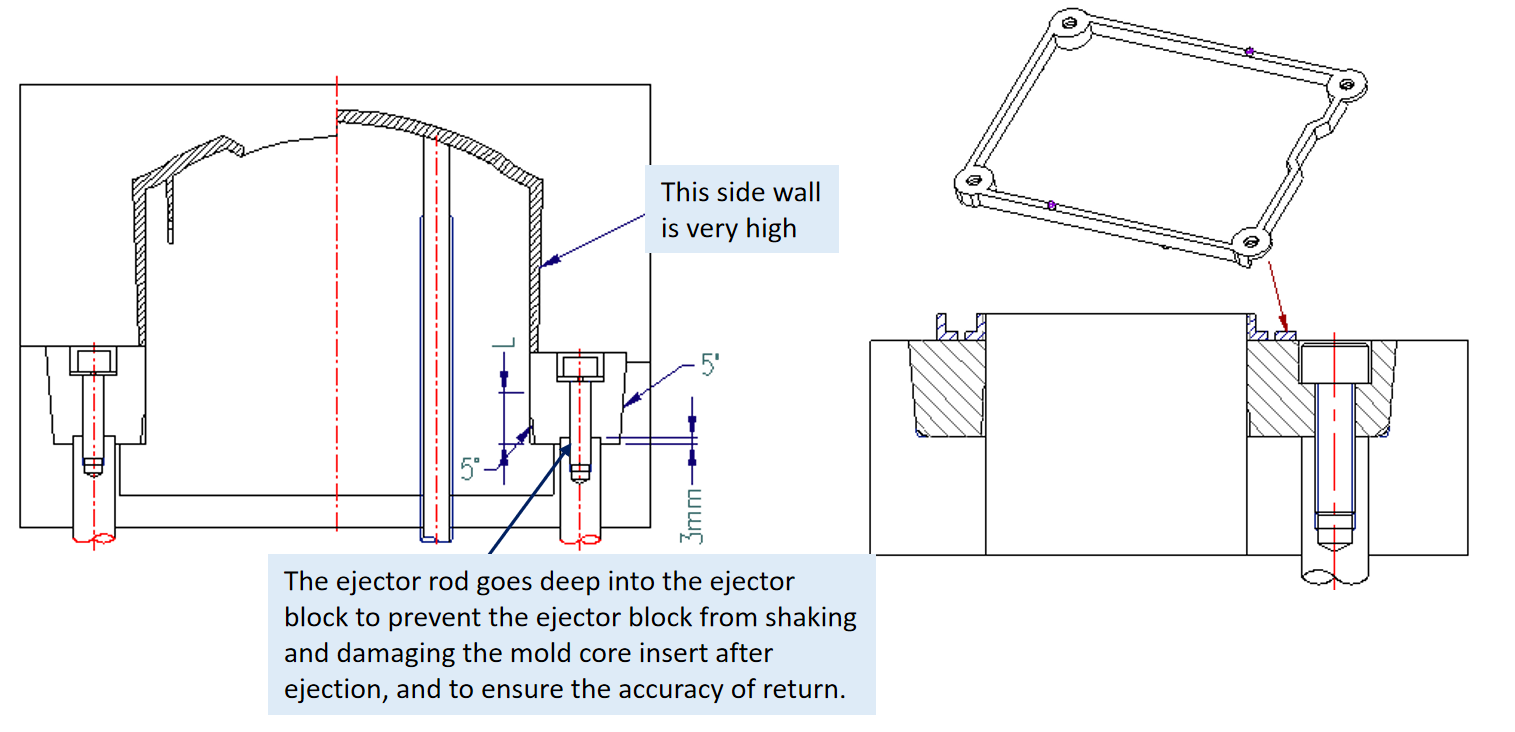
 4. Bloques de eyección:
4. Bloques de eyección:
Categorías
último blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Lyter Engineering Ltd. Reservados todos los derechos

IPv6 red apoyada
 español
español













