Intercambio de experiencias en el diseño de puertas submarinas con herramientas de inyección de plástico
Intercambio de experiencias en el diseño de puertas submarinas con herramientas de inyección de plástico
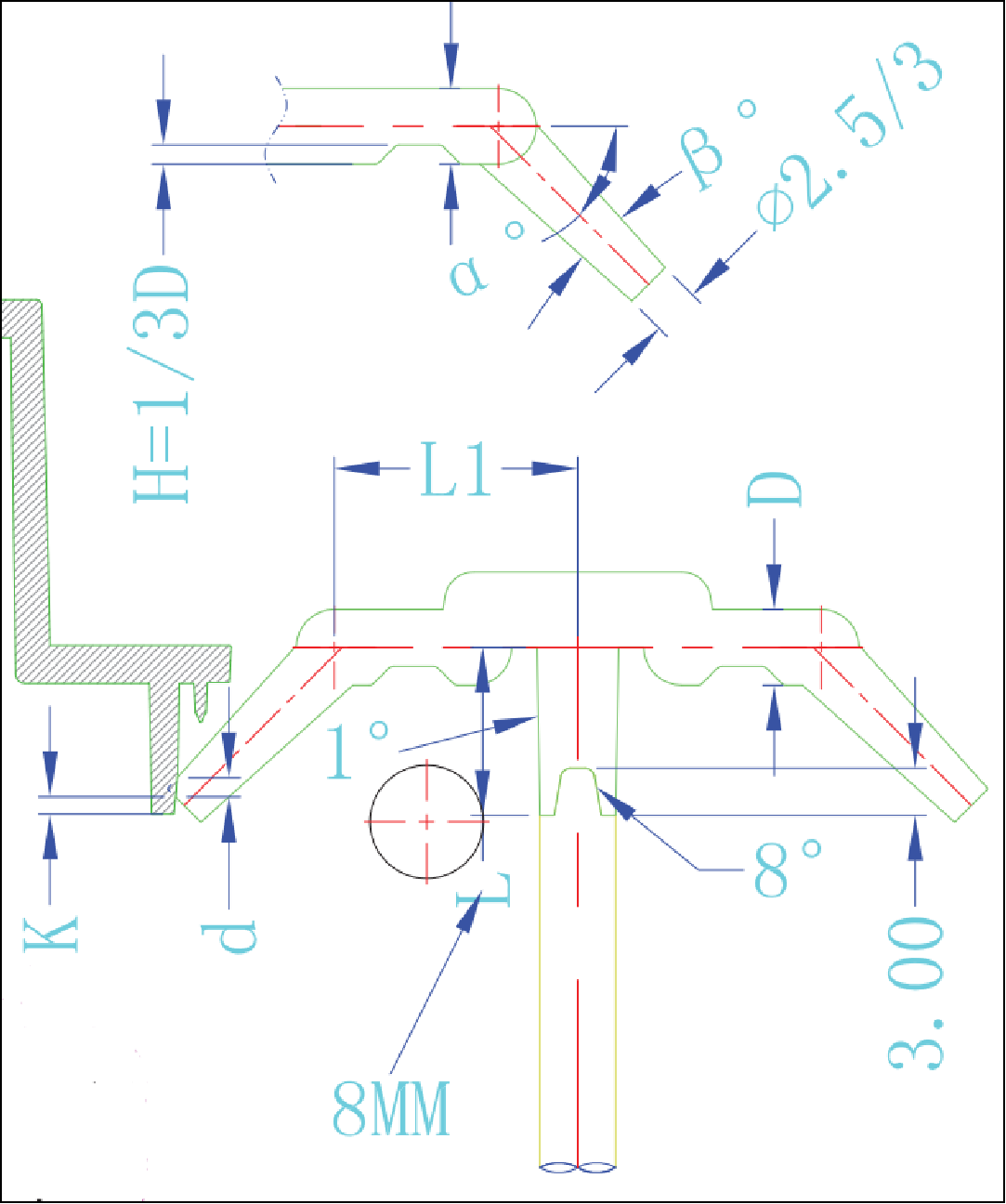
1) El ángulo incluido de α° se puede diseñar en el rango de 60° a 35°, dependiendo de la altura de la posición en que se encuentre la puerta submarina.
2) El ángulo incluido de β° se puede diseñar en el rango de 8° a 20°, cuanto más grande, mejor para el desmoldeo de la puerta.
3) L1>8 y L1.>2*D, para que la compuerta submarina sea más fácil de desmoldar;
4) K>1mm, principalmente para evitar que la boquilla arrastre el residuo cuando se rompe, afectando el tamaño y afectando el montaje de la pieza.
Tres formas y escenarios de uso de puntos de ruptura de puerta sumergida:
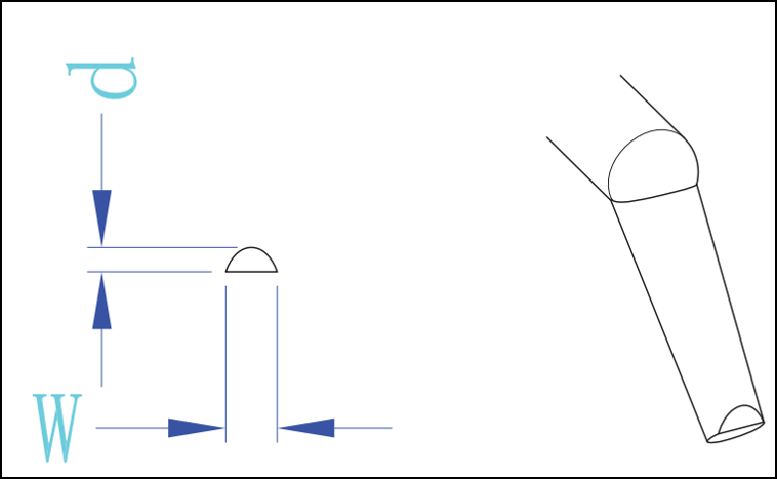
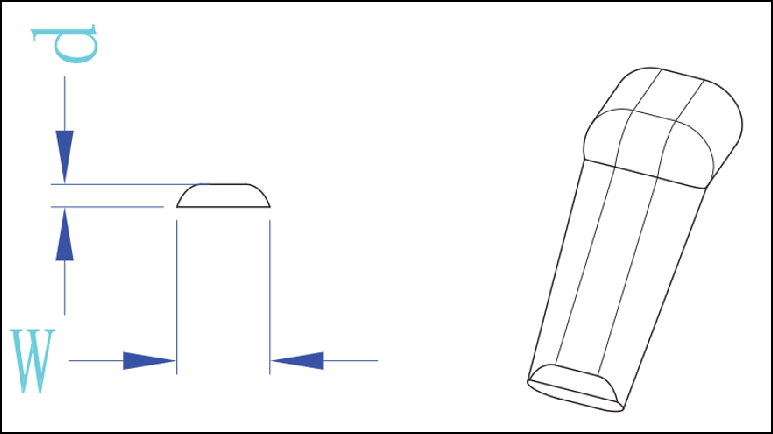
2) Forma de D: la cabeza de la puerta es grande, lo que tiene un efecto de aislamiento térmico, lo que puede retrasar el enfriamiento de la puerta y facilitar el empaque suficiente de la pieza durante el proceso de moldeo, lo cual es adecuado para la mayoría de los productos de plástico.
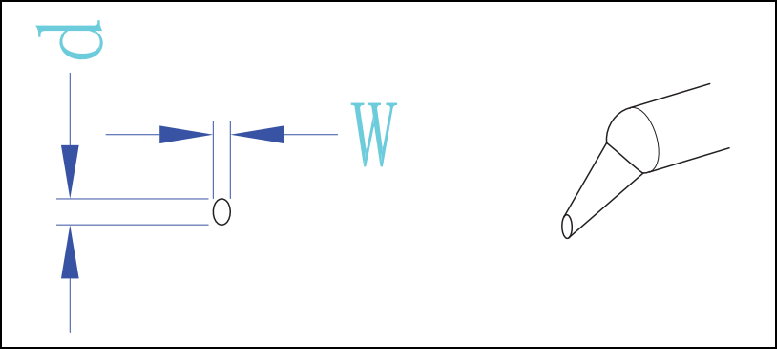
3) Forma de pico de pato: cuando la puerta ordinaria en forma de D no puede satisfacer la demanda de inyección de material, la posición de la puerta submarina se puede ampliar lateralmente y la forma es similar a la de un pico de pato.
Detalles del diseño de la compuerta submarina y prevención de defectos del producto para productos con altos requisitos de apariencia
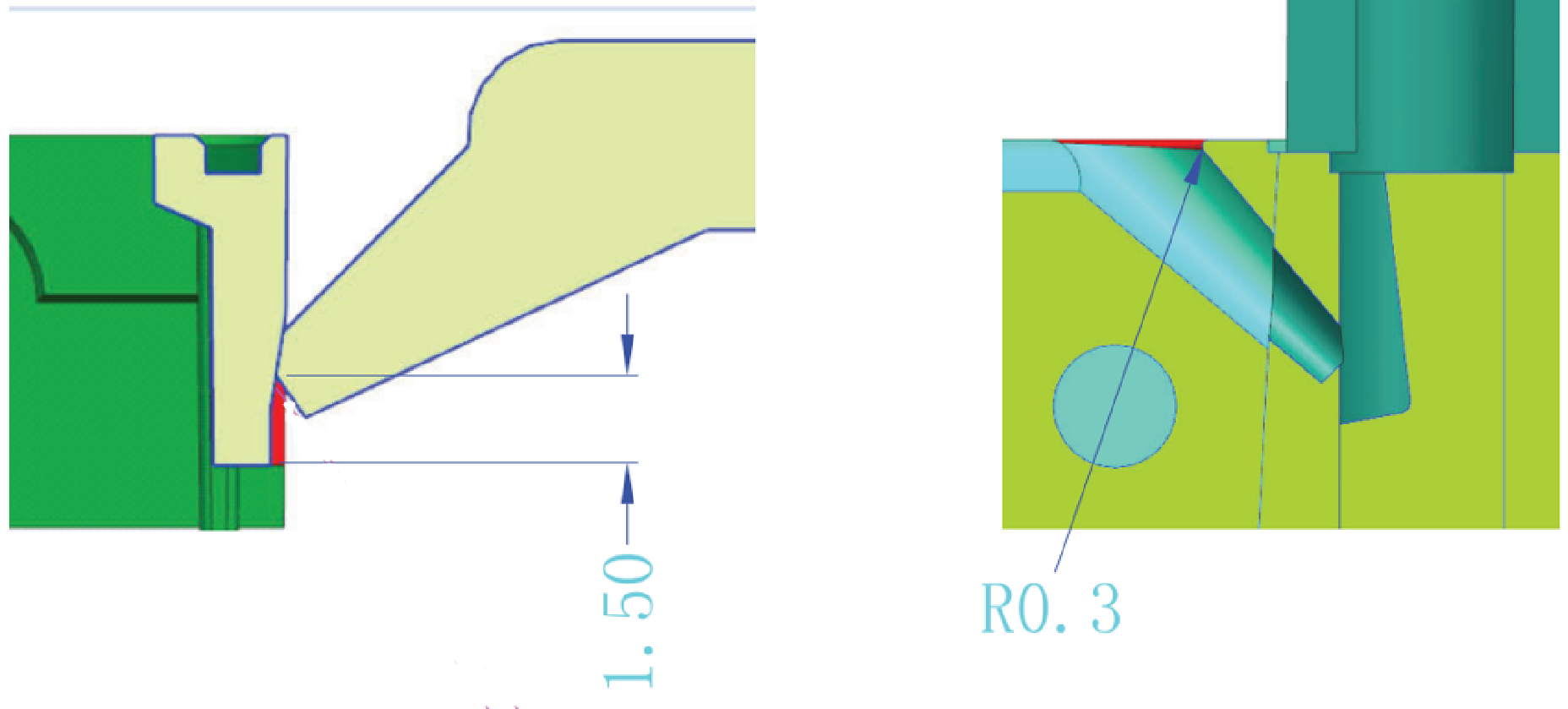
1) La posición de la compuerta corresponde al producto, como se muestra en el diagrama esquemático, para reducir el material de la pieza. El propósito de este diseño es que incluso si hay un pequeño residuo en la posición de la puerta, no hará que el plástico colgante permanezca en la cavidad, lo que provocará que en el próximo ciclo, el material residual se precipite a la superficie del producto para afectar el apariencia.
2) Para redondear el borde en R0.3 en la posición que se muestra en la figura en la puerta submarina para evitar que la puerta golpee la esquina afilada al desmoldar y deje el material en polvo en la cavidad del molde, haciendo que el material residual se enjuague a la superficie del producto cuando el próximo ciclo y afectando la apariencia.
Categorías
último blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Lyter Engineering Ltd. Reservados todos los derechos

IPv6 red apoyada
 español
español













