diseño de molde de inyección de electrodomésticos para piezas de cubierta de lavadora de plástico
diseño de molde de inyección de electrodomésticos para cubierta de lavadora
【 resumen】 de acuerdo con las características estructurales de la pieza de plástico, se analiza el método de división y el diseño óptimo de la pieza de plástico. el diseño y la disposición razonables pueden evitar eficazmente la interferencia entre las inserciones de la estructura del techo de pendiente múltiple, y el eyector pasadores. también introduce el desmontaje de insertos, diseño del mecanismo eyector, disposición del circuito de agua de refrigeración y proceso de trabajo del molde.
1 análisis estructural de piezas de plástico
la figura 1 muestra la parte plástica de la tapa superior de la lavadora. el tamaño de la parte plástica es 397.637× 475.789× 42.174 mm. el material es ABS, y la tasa de contracción es 0.3 %~0.7 %. la cavidad central del modelo dinámico y fijo adopta el tipo de incrustación[ 3] y el material de las partes que forman adopta acero 2738 . las partes de plástico son partes de apariencia , y la superficie exterior debe ser esmerilada . hay muchas hebillas internas en la parte de plástico . hay 31 inclinadas techos en todo el molde, y los huesos locales son profundos. teniendo en cuenta el problema del escape, es necesario quitar los insertos. además, las varillas eyectoras, tornillos, y las vías de agua hacen que el interior del molde sea complejo. , cómo hacer un diseño razonable es un tema clave a considerar en el diseño.

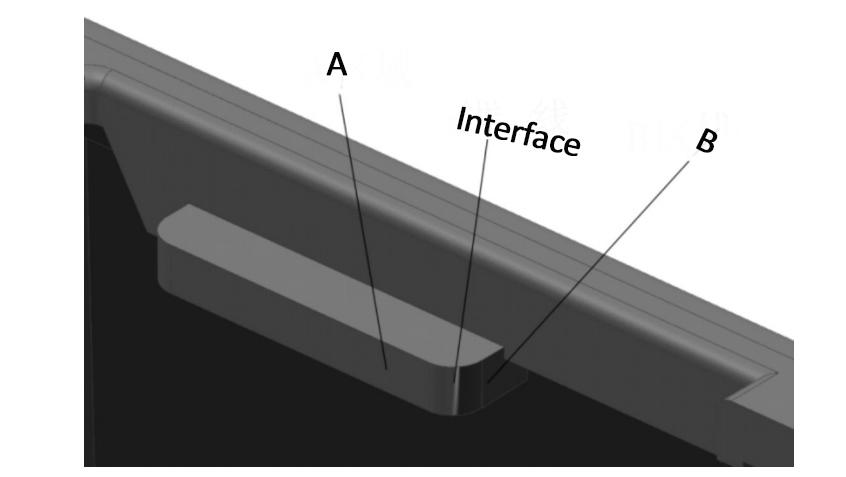
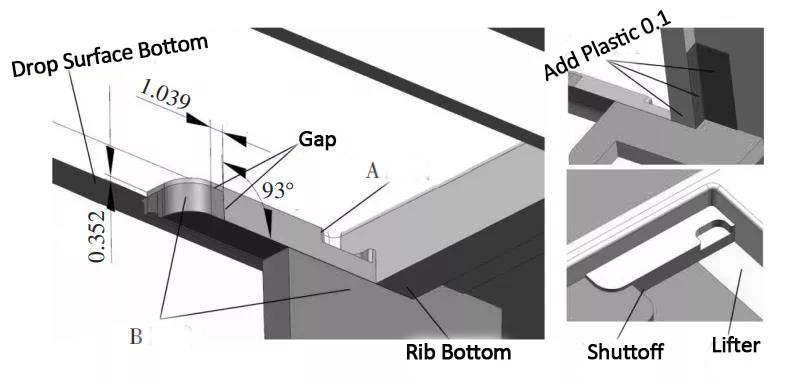
después de completar la materialización del parche, el dibujo, y el ajuste de la contracción en secuencia, se realiza el análisis de la pendiente. de acuerdo con la posición que se muestra en la figura 2, la superficie del área A tiene un ángulo de desmoldeo positivo, y la superficie del área B tiene un ángulo de inclinación negativo. hay una línea divisoria entre los dos, y hay una diferencia de altura entre el área B y el plano inferior a la derecha. para conectarlos mejor , necesita cortar la superficie del área B para el procesamiento por pasos .
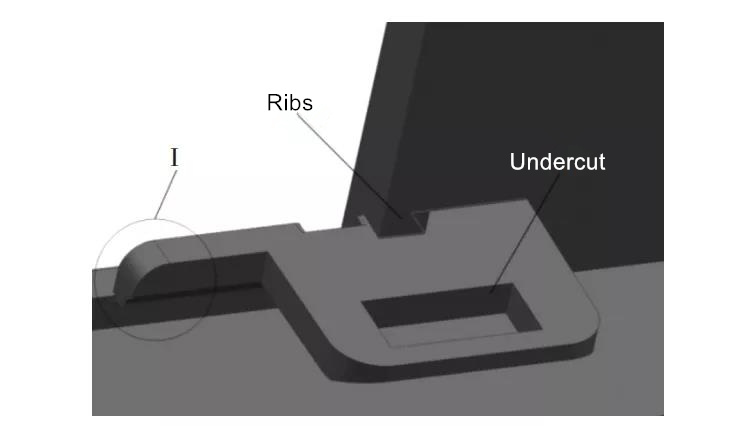
en la figura 3, la posición de la hebilla debe quitar el techo inclinado, pero hay una posición de hueso en la parte superior. cuando la pieza de plástico se empuja hacia afuera, bajo la acción de la fuerza de contracción y tensión, puede haber paladas de cola. por lo tanto, este lugar está en contacto con el techo inclinado. la superficie necesita ser tratada con cola. en la figura 4, también hay escalones altos y bajos en el lado izquierdo. independientemente de si la superficie de separación está diseñada por encima o por debajo, la superficie de corte debe procesarse para diferencias de paso. al mismo tiempo, mejor conexión con la superficie de separación del lado derecho del hueso debe ser considerado.
2 diseño de separación de piezas de plástico
(1) procesamiento de la superficie de separación con caída y diferencia de segmentación en la esquina.
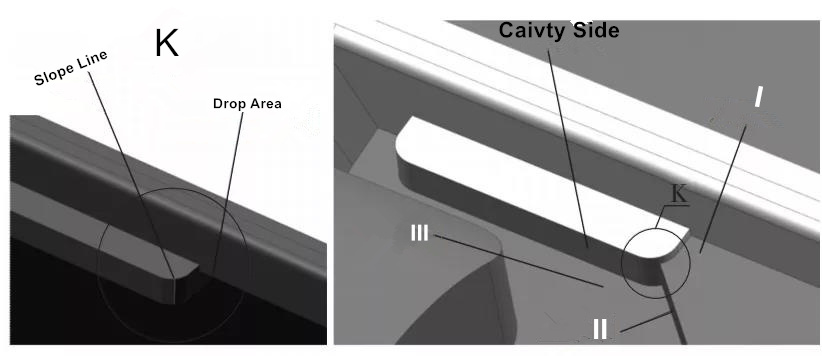
al observar la ampliación en K en la figura 5,, podemos ver que si la "superficie del escalón inferior" a la derecha se amplía para crear el cuerpo de lámina de la superficie de separación I,, la elevación lateral del área derecha se cortará como se muestra en la figura de la derecha; luego extraído después de la curva con igual pendiente en la dirección +Z,, se estira a lo largo de la dirección de 45° para formar la superficie perforante del cuerpo de hoja II; y luego se forma el cuerpo laminar III expandiendo la superficie. el cuerpo laminar I divide la superficie original en dos superficies de moldeo, un molde móvil y un molde fijo, con ángulos de inclinación opuestos, formando un escalón diferencia.
(2) si hay una gota,, realice un tratamiento de superficie de partición donde la superficie de frotamiento forme una diferencia de paso en el plano.
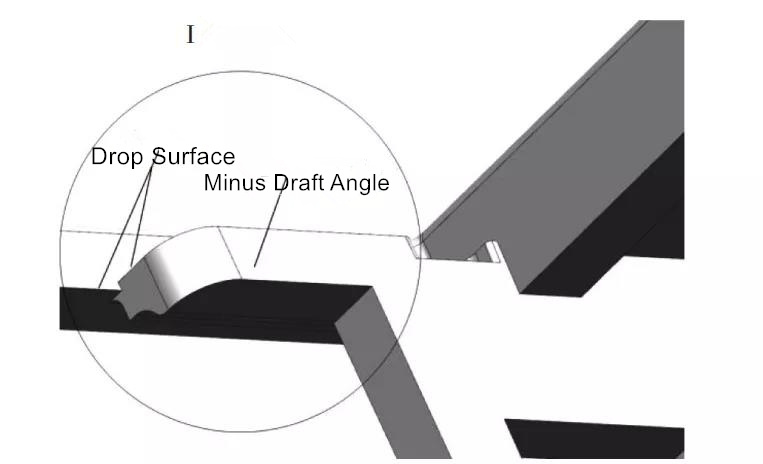
como se muestra en la figura 6, la superficie inferior de la posición del hueso derecho es directamente plana con el lado izquierdo a través de la superficie ampliada. la hebilla aquí es la parte superior de la parte superior inclinada. agregue apropiadamente 0.1 mm de pegamento para evitar el fenómeno de palear el pegamento al expulsar . . la caída del escalón izquierdo es de 0 . 352 mm , que se extiende directamente desde la superficie inferior a través de la superficie ampliada . la posición del el escalón está diseñado en el lado derecho del ángulo del arco, y está inclinado 3° para formar una superficie de frotamiento. cuando se corta la superficie vertical, se forman una zona A y una zona B. la zona Una cara se define como el ángulo de desmoldeo positivo de la cara frontal del molde, y las caras de la zona B en ambos lados se definen como el ángulo de desmoldeo negativo de la cara posterior del molde., luego se forma una diferencia escalonada entre las dos áreas .
Diseño de cavidad de 3 núcleos
como se muestra en la figura 7,, el tamaño de la pieza de plástico después de ajustar la tasa de contracción es 399.625×478.168×42.385mm. teniendo en cuenta el gran tamaño de la pieza de plástico mismo, el techo inclinado y el expulsor ocupan parte de la posición. el tamaño de la superficie de cola, la disposición del circuito de agua de refrigeración y el espacio para la instalación de tornillos. por lo tanto, la longitud y las dimensiones del ancho de la cavidad del núcleo después de la separación se expanden en 50 mm sobre la base de la pieza de plástico.
4 diseño de estructura de techo inclinado
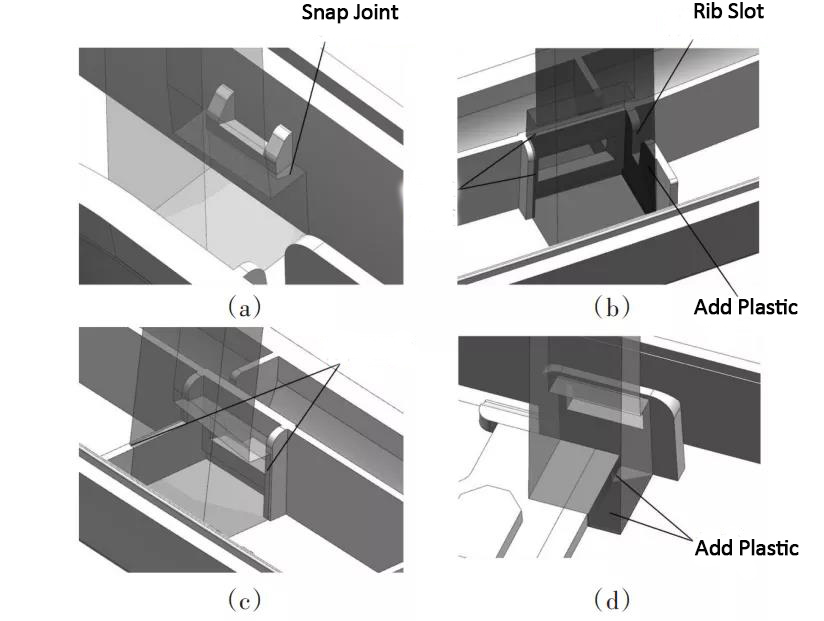
observando el diseño de la estructura superior 8a, podemos ver que la hebilla aquí es una superficie inclinada. si la parte superior inclinada se diseña a lo largo de la superficie inclinada, formará una superficie de frotamiento que no es fácil de procesar y moldear . por lo tanto , la superficie del escalón de la parte superior inclinada se envuelve y se convierte en una superficie plana . se unen a través de la cara . en la figura 8b , hay una ranura en el lado derecho del hueso . si el trompo inclinado se envuelve y empuja hacia fuera, no se puede desplazar. si el lado del trompo inclinado está directamente unido al lado del hueso, el lado del trompo inclinado se volverá un bisel. el extremo superior de la parte superior inclinada tiene un tamaño pequeño y un fondo grande, no se puede expulsar. por esta razón, se debe realizar un tratamiento con pegamento en este lugar para garantizar que los dos lados de la los techos inclinados son planos. al mismo tiempo, es necesario prestar atención al ancho de todos los techos inclinados para tomar números enteros. en la figura 8c, el techo inclinado wr cubre alrededor de la mitad de los huesos circundantes. el propósito es que los huesos sean más profundos, lo que no es conveniente para el procesamiento y no favorece el agotamiento. la superficie superior del techo inclinado en la figura 8d tiene una superficie escalonada , es fácil palear el pegamento cuando se expulsa , y agregar pegamento evita este problema de manera efectiva . para todos los techos inclinados , el ángulo del techo inclinado está diseñado para ser más grande con la premisa de garantizar suficiente espacio de expulsión , para que la distancia de expulsión se pueda acortar .
Diseño dividido de 5 insertos
analice las características estructurales de las piezas de plástico, y divida los insertos especiales excepto los insertos en posiciones tales como resistencia insuficiente y partes vulnerables. como se muestra en la figura 9a, la profundidad de la posición del hueso en esta posición es 17.761 mm, que es relativamente profundo, difícil de procesar, y el problema del escape no se puede resolver. el inserto encapsulará la posición del hueso simétricamente, y el grosor del inserto está garantizado basado en la posición de encapsulación. número entero. en la figura 9b, esta posición es el borde de la posición del hueso. el plástico fundido también es fácil de atrapar y llenar o quemar durante el proceso de llenado, por lo que el inserto también está cubierto con pegamento. en la fig.. 9c, hay posiciones óseas en 3 direcciones alrededor del inserto, todas las cuales deben encapsularse. en el diseño, solo es necesario redondear el tamaño del inserto tanto como sea posible.
6 diseño de la estructura del eyector
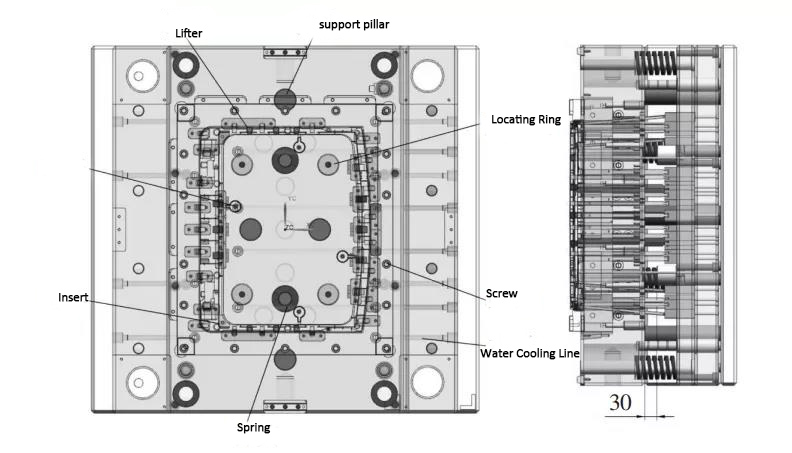
dado que hay 31 partes superiores inclinadas en el sistema de expulsión del molde, y hay muchas otras partes relacionadas,, una secuencia de diseño razonable puede reducir el problema de los ajustes posteriores. como se muestra en la figura 10, después de la parte de plástico se divide, la parte superior inclinada se parte primero. después de llamar a la base del molde, el asiento deslizante debe diseñarse en el tiempo, y el movimiento entre las partes superiores inclinadas no debe entrar en conflicto entre sí; luego se separan los insertos necesarios para resolver los problemas de aire atrapado y procesamiento, y luego se observa si hay más pines eyectores para ayudar en la expulsión. considerando el gran tamaño del molde, una distribución estándar de 7 perforaciones está diseñado para una eyección equilibrada, y luego se diseña un poste de límite simétrico para controlar la distancia de eyección de 30 mm. se debe tener en cuenta que el poste de límite debe estar cerca de la perforación y bajar el panel eyector y la placa inferior. la disposición de los cabezales de soporte se puede organizar desde el centro de simetría hacia los dos lados. la distancia entre el canal y otras partes se controla para que sea mayor a 4 mm y se distribuya uniformemente. finalmente, la fijación los tornillos de la cavidad y el núcleo se colocan en el espacio restante . simplemente distribúyalo uniformemente .
7 diseño del sistema de refrigeración
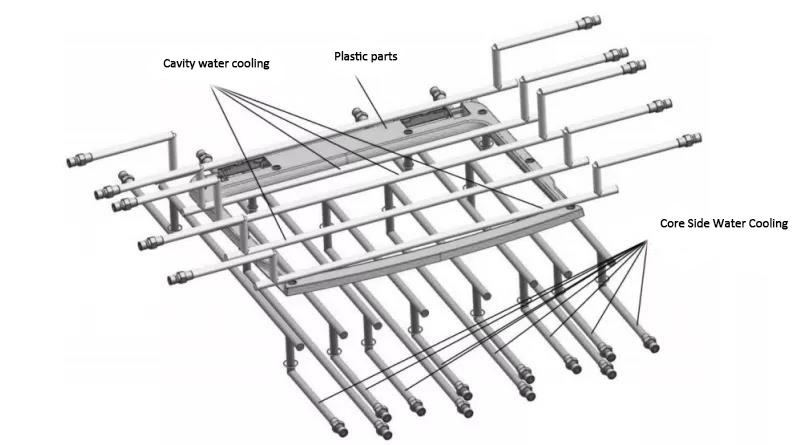
la figura 11 muestra el diseño del circuito de agua de refrigeración. la parte móvil del molde se ve afectada por las partes relevantes del sistema de eyección, y la mayoría de las vías de agua están diseñadas en la dirección X para ser la más razonable. debido al bloque de extrusión grande colocado en el molde, las boquillas de agua de los dos canales de agua en el medio de la parte móvil del molde están diseñadas en la misma dirección. la parte fija del molde se ve afectada por el canal caliente, bloque extruido, e insertos de molde fijos debido a la vía fluvial, y la vía fluvial no puede disponerse razonablemente en la dirección X. por lo tanto, la vía fluvial solo puede diseñarse a lo largo de la dirección Y, lo que trae ciertas los problemas para la instalación del molde. pueden desempeñar mejor un papel de enfriamiento.
proceso de trabajo de 8 moldes
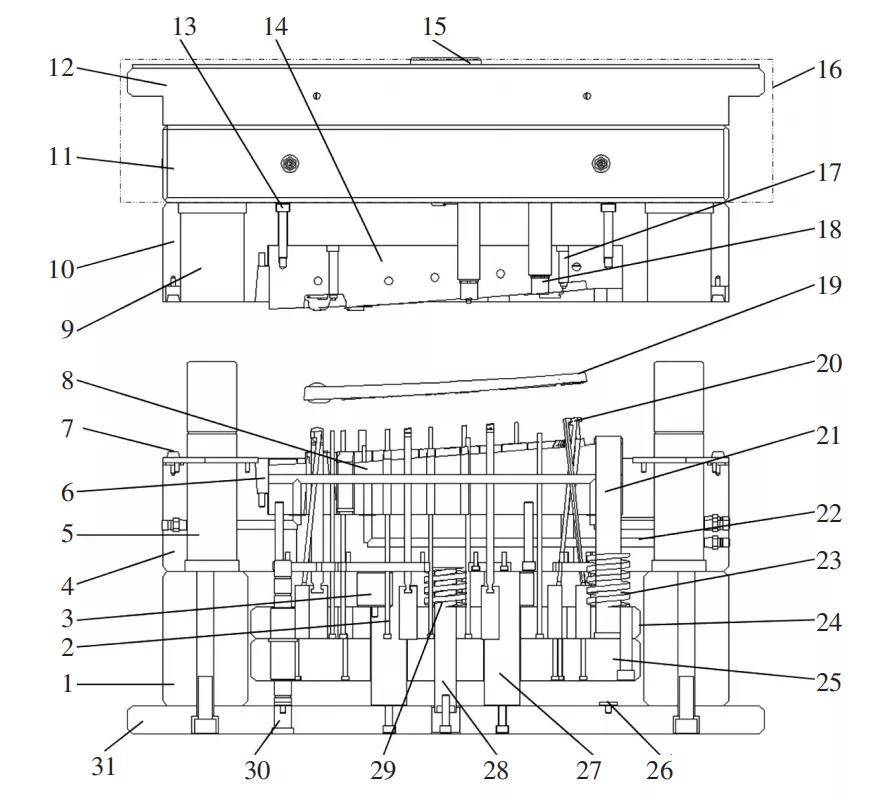
(1) la estructura del molde se muestra en la figura 12. cuando se abre el molde, el molde comienza a separarse de la superficie de separación entre las placas móviles y fijas del molde, y la pieza de plástico 19 se pega a la superficie del núcleo del molde móvil bajo la acción de la fuerza de contracción y empaque . el molde se abre junto con la parte del molde móvil .
(2) cuando el molde móvil se mueve a cierta distancia,, las 7 varillas eyectoras de la máquina de moldeo por inyección se empujan sobre la almohadilla eyectora 25, empujando la almohadilla eyectora 25 y la parte superior inclinada 20, eyector 2[ 3] y la varilla de reinicio 21. cuando los componentes se empujan hacia afuera, los resortes 23 y 29 también se comprimen 30 mm, y luego la pieza de plástico 19 se cae del molde móvil.
(3) al volver a cerrar el molde,, el sistema expulsor primero se restablece bajo la acción de la fuerza del resorte. cuando se unen el encofrado móvil y fijo, y la varilla de restablecimiento 21 se empuja contra el encofrado fijo, ] la placa trasera del eyector 25 está firmemente unida al clavo para basura. para garantizar la precisión del restablecimiento del sistema eyector.
(4) finalmente, el sistema de moldeo por inyección realizará una nueva ronda de inyección, mantenimiento de la presión, refrigeración, y apertura del molde.
9 observaciones finales
analiza varias características típicas de las piezas de plástico en términos de clasificación, y describe en detalle el método de diseño de diferencia de paso. hay una gran cantidad de estructuras de techo inclinado en el molde, y los detalles relevantes de dividir el inclinado se introducen el techo y las inserciones, y se analizan en detalle la secuencia de diseño y los detalles de la disposición de la pieza del molde móvil. parte de la estructura y las características del molde tienen una buena importancia de referencia.
Categorías
último blog
 Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
Building A, Dingfeng High-tech Park, Shapuwei Community, Song Gang Street, Shenzhen, China, 518105
NO.1 Jinchang Road, Henan Industrial Zone, Chang’an Town, Dongguan City, China




Para consultas sobre nuestros productos o lista de precios, déjenos en nuestras manos y nos pondremos en contacto dentro de las 24 horas.
© Derechos de autor: 2026 Lyter Engineering Ltd. Reservados todos los derechos

IPv6 red apoyada
 español
español













